我们精心制作的红河 本地 球墨铸铁管焊接钢管品质好才是硬道理产品视频已经准备就绪,【解锁新品!】红河 本地 球墨铸铁管焊接钢管品质好才是硬道理产品视频,带你穿越新品体验之旅!
以下是:红河 本地 球墨铸铁管焊接钢管品质好才是硬道理的图文介绍
君杰钢管有限公司秉承“以人为本,科技创新”的崇高信念,以可靠的 红河镀锌无缝管、产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。



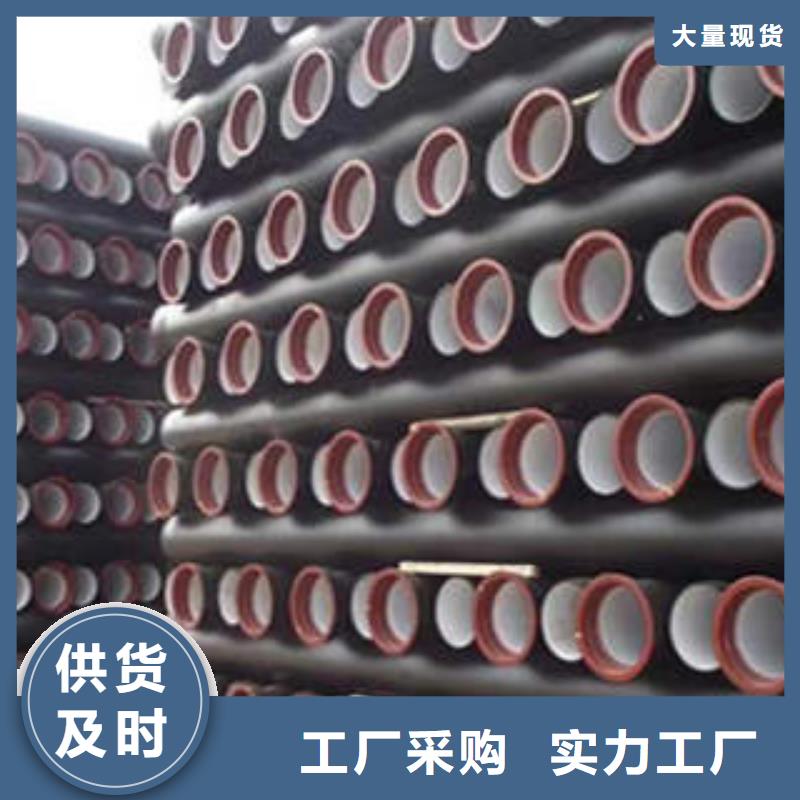
球墨铸铁是灰铸铁在熔化浇铸前的铁液中加入球化剂和孕育剂,使其呈球状石墨存在,断口呈灰白色,代号QT,球铸铁经过热处理后可以得的较好的力学性能,强度高有勒性,耐磨,又有良好的铸造性能,价格较低,在很多地方可代替钢件,一些重要的管道阀门壳体也采用球墨铸铁取代铸钢件。 给水球墨铸铁管和排水球墨铸铁管的材质为灰铸铁,由于给水球墨铸铁管需要承受压力,常用HPT00,HT0灰铸铁,排水球墨铸铁管常用HT0以下的灰球墨铸铁管,给水球墨铸铁管都采用离心浇筑,铁管外表光滑,如是承插式球墨铸铁管,则承口较深,管壁也较厚,单根管长度为米。 排水球墨铸铁管有些采用立模浇注,或小型离心浇注机铸造,铁管外表较粗糙,单根管长度为米,承口较浅,管壁较薄,给水球墨铸铁管分为工作压力0MPA的低压管,0MPA的中压管,0MPA的高压管,出厂前都必须按规范进行水压试验,合格后方可出厂,排水球墨铸铁管只作外观检查和敲一敲听音检查,无气孔,裂缝和破损音响为合格。 排水球墨铸铁管有些采用立模浇注,或小型离心浇注机铸造,铁管外表较粗糙,单根管长度为米,承口较浅,管壁较薄,出厂前都必须按规范进行水压试验,合格后方可出厂,排水球墨铸铁管只作外观检查和敲一敲听音检查,无气孔,裂缝和破损音响为合格。 一执行标准/给水球墨铸铁管



由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金最容易产生热裂。随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金最不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯型砂铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力,铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件最容易在这些地方产生热裂。 热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫磷含量高;铸件开箱落砂过早,冷却过快。在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广在材质竞争中,提高铸铁的强度增加强韧性消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达 球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤00%,我国条件下,目标位为S≤00%,锡柴和常柴可达到S≤00%。 包底NaCO冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,最为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N。 脱硫剂分CaC系和CaO两大类。CaC脱硫效果好,可将硫由00~00%降至00%以下,浮渣呈颗粒状易于去除,只是它的价格贵熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在0~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为0~0%,此时脱硫渣呈熔融状。气动脱硫后,铁液进入感应炉提温。


球墨铸铁管接口连接应符合下列规定:
主控项目
1管节及管件的产品质量应符合本规范第5.5.1条的规定;
检查方法:检查产品质量保证资料,检查成品管进场验收记录。
2承插接口连接时,两管节中轴线应保持同心,承口、插口部位无破损、变形、开裂;插口推入深度应符合要求;
检查方法:逐个观察;检查施工记录。
3法兰接口连接时,插口与承口法兰压盖的纵向轴线一致,连接螺栓终拧扭矩应符合设计或产品使用说明要求;接口连接后,连接部位及连接件应无变形、破损;
检查方法:逐个接口检查,用扭矩扳手检查;检查螺栓拧紧记录。
4橡胶圈安装位置应准确,不得扭曲、外露;沿圆周各点应与承口端面等距,其允许偏差应为±3mm;
检查方法:观察,用探尺检查;检查施工记录。
一般项目
5连接后管节间平顺,接口无突起、突弯、轴向位移现象;
检查方法:观察;检查施工测量记录。
6接口的环向间隙应均匀,承插口间的纵向间隙不应小于3mm;
检查方法:观察,用塞尺、钢尺检查。
7法兰接口的压兰、螺栓和螺母等连接件应规格型号一致,采用钢制螺栓和螺母时,防腐处理应符合设计要求;
检查方法:逐个接口检查;检查螺栓和螺母质量合格证明书、性能检验报告。
8管道沿曲线安装时,接口转角应符合本规范第5.5.8条的规定;








 扫一扫
扫一扫